|
|
 |
Home »
Our Product » AIR POLLUTION CONTROL SYSTEMS
AIR POLLUTION CONTROL SYSTEMS, GAS NEUTRALISING SYSTEM & GAS
STACKING UNIT REFINING POTS/KETTLE
Based on the parameters and the standards
mentioned, the following technology is adopted for Air Pollution
ControlSystem in Rotary Furnace:
- Rotary Chamber
- Gravity Chamber
- Involutes Cyclone
- Pulse Jet based Bag House Filtration System
Apart from plates and paste of lead oxide from scrap
batteries, slag from Mini Blast Furnace is charged in the Rotary Furnace.
In addition to these, certain compounds of sulphur are also present in the
batteries. When this material is heated in thePresence of carbon, lead oxide
is converted to lead. This conversion along with burning of fuel generates
flue gases and fumescontaining dust, dirt, oxides of lead, lead particles
and such other impurities etc.
Hence, to meet various goals of maintaining employees' health and factory
environments as well as regulatory requirements,it becomes imperative to get
high end Air Pollution Control Systems to be installed with the Rotary
Furnaces.
Rotary Chamber receives very hot gases from Rotary Furnace while cold gases
from atmosphere are induced into chambervia specially designed profile. Thus
chamber works as an equalizing chamber to reduce the temperature of gases
and alsowhere sedimentation of dust particulate matter takes place.
Rotary Chamber Advantages
- Recovers 100% lead in the first operation.
- Slag produced is lead free.
- Equipment can be scaled up for higher production capacities.
- Many chemicals are required for operation.
- High power consumption.
Rotary Chamber Disadvantages
- Difficult to produce low Antimony lead suitable for soft lead
purposes.
- Fugitive Emissions need to be captured in addition to flue gases.
- Need skilled operators and careful maintenance.
Fugitive Emissions Control Device
Smelting of lead in furnaces involve stages or
parts where though pollution is generated, it is not handled by the main
AirPollution Control System, like charging of Rotary Furnace when it is red
hot or tapping of lead from Rotary Furnace which leadto generation of fumes.
Systems put in place to capture and treat these fugitive emissions as and
when they arise are called Fugitive Emission ControlSystem. Fugitive
Emissions generally lead to pollution of work atmosphere and jeopardize the
maintenance of ambient airstandards at the workplace. Hence, to safeguard
employee health, these systems are becoming mandatory world over.
Norms of Ambient Air which the Fugitive Emissions Control System helps
to meet are Parameter Approved Range Time Period
- PM (size < 2.5 micron) < 40 microgm/ Nm3 Annual Basis
- PM (size < 10 micron) < 60 microgm/ Nm3 Annual Basis
- Lead < 0.5 microgm/ Nm3 Annual Basis
- SO2 < 50 microgm/ Nm3 Annual Basis
- NO2 < 40 microgm/ Nm3 Annual Basis
- Allows large size particles to settle down
- Cools down temperature of flue gases
- Used as spark arrestor to entrap live or red hot particles.
Gravity Chamber
Cyclone is used to remove medium size particles
from flue gases stream. The treated flue gases are discharged from topand
dust is collected at bottom.
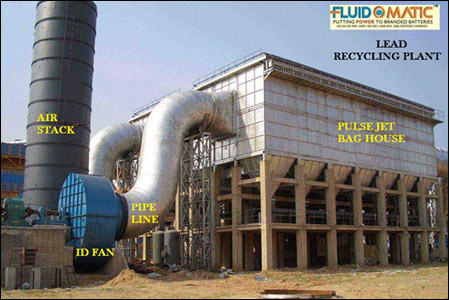
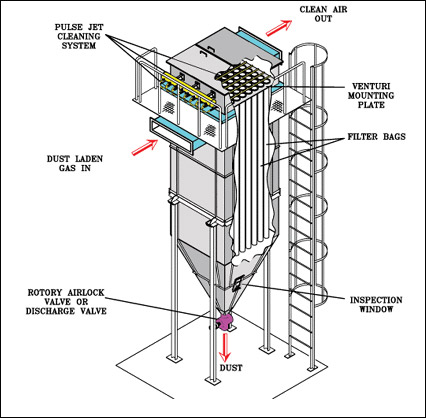
Involute Cyclone
It is used for final filtration of flue gases to
remove fine dust particulate matter using Pulse Jet Technology. Treated
gases fromall the bags are collected at top of bag house and passed through
ID Fan to exhaust the same through chimney. The dust iscollected at bottom
of hopper and is discharged.
Duct Pipelines & Bends
All bends and reducers are aerodynamicallydesigned
and have provision of manhole cleaning mechanism.
Bag Filtration System
Ducts and Bends are required to convey flue gases
from point of suction to final top of the chimney and connect with various
pollution control equipment like gravity chamber, cyclone, bag house, ID Fan
and chimney.
Jumbo Ingot Mould
Jumbo Ingot Moulds are collection trolleys used for
collecting molten lead from Rotary Furnaces. They can be of
varyingcapacities, ranging from 300 Kg. to 800 Kg. The most prevalent of the
same is 500 Kg. Ingot Mould. Due to higher weight of thecast, it is called a
These moulds have trolley type structure with two unidirectional wheels at
the back and one free spin wheel at the front. It isprovided with a handle
to pull it. They are moved manually or on rails electro-mechanically,
varying from unit to unit. They aresmoothened on the inside and do not have
any sharp folds or edges. They are usually constructed in SG cast iron for
longer life and increased strength.
Gas Neutralizing System for Air Pollution Control
Device: Wet Scrubber
A Wet Scrubber in the Air Pollution Control System
is mandatory in India and many parts of the world. Wet Scrubber uses water
to scrub clean the flue gases of any pollutant gases or particles that may
remain after Bag Filtration System. The Scrubber therefore requires a pump,
pipeline and a retention tank.The size of the Scrubber depends upon the
capacity of the system being installed. Flue gases are introduced in the
body of theScrubber from side and as they move up towards the top of the
Scrubber which has the outlet,
they pass through a spray of fine water droplets provided by a spray shower
provided in the body. This fine spray leads to scrubbing of any pollutant in
the flue gases. Cleaned gases escape through the top opening after passing
through a mist eliminator whereas water with pollutants moves to the bottom
of the Scrubber from where it is passed into the tank. One or more chambers
of the tank allow for settling of pollutants which are then periodically
cleaned and fresh water is added to make up any loss in quantity of water.It
is then recalculated to the Scrubber.
[Note: Due to continuous up-gradation in technology, specified &
projected values may differ in actual products.]
Stack (Chimney)
The generated gases are passed into atmosphere
after treatment through chimney of suitable height and diameter.